|
Kerfing is the use of parallel engraving lines that are cut deep enough to allow an otherwise too-thick piece of plywood to become curved. It has been used for a long time in making the curved wooden sides of acoustic guitars, but I thought it could be useful for some chairs I designed. I have used kerfing to make these surfaces like this curved: In my experience 3mm is the best depth to engrave to for kerfing. Any thinner than that, and the plywood can snap too easily at these points. Also, I have used the standard 6.35mm bit to mill these lines, and it has worked nicely for me but I could perhaps have asked to use a narrower bit. The way I have modelled this in CAD is to assume that only the narrow 3mm-thick parts of the milled piece can bend. That is, the bits between the engraved lines don’t bend at all. That leaves figuring out how much the top and bottom faces of the 3mm-thick parts will bend under pressure. My first attempt happened to work, so I did all my kerfing in these chairs with these same dimensions. If we zoom in on these thin 6.35 mm-wide, 3 mm-thick areas of the piece, then what I have found to work is to assume that the face under compression will narrow to 6.27 mm, and the face being stretched will expand to 6.43 mm. I have spaced out the pieces here for you see: 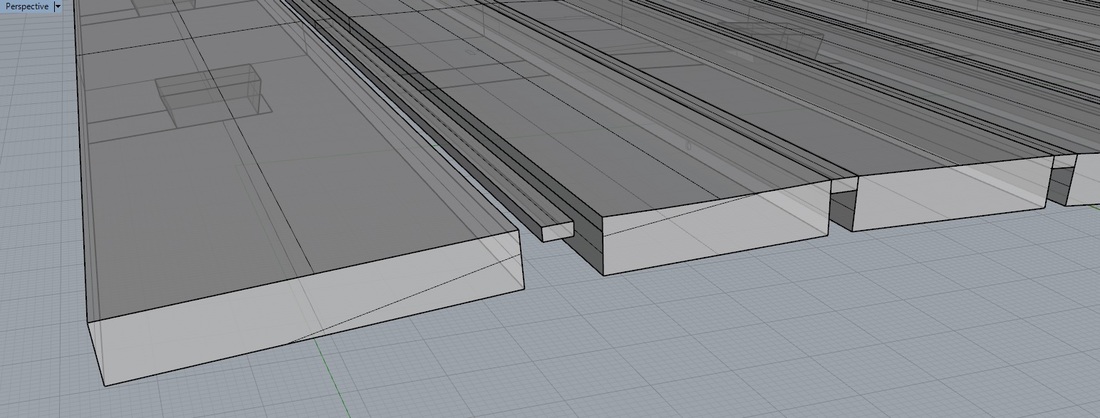 The result of this is that the sides of the engraved channel will be 1.51 degrees off the vertical. It doesn’t sound like much, but it means each full-thickness part rotates 4.52 degrees compared to its neighbour, and that adds up the more of these you have. Using this, you can vary the spacing of the engraving lines to increase or decrease the radius of the overall curvature.
Comments
|
AuthorI'm Nicolaas, a software engineer with a creative streak. ArchivesCategories
All
|




 RSS Feed
RSS Feed